-
 传统工艺
传统工艺
-
 精益求精
精益求精
-
 与时俱进
与时俱进
业务经理: 王先生 15986991858
资深业务员:丁小姐 13829948951
资深业务员:袁小姐 13437699811
资深业务员:王先生 13829948203
欢迎访问惠州市兴金泰工艺制品有限公司官网!

传统工艺
精益求精
与时俱进
业务经理: 王先生 15986991858
资深业务员:丁小姐 13829948951
资深业务员:袁小姐 13437699811
资深业务员:王先生 13829948203

电话:0752-5706551
业务经理:
王先生 15986991858
资深业务员:
丁小姐 13829948951
资深业务员:
袁小姐 13437699811
资深业务员:
王先生 13829948203
传真:0752-5706552
邮箱:franky@kingtaicrafts.com
网址:www.xingjintai.com
地址:惠州市惠城区马安镇新乐工业区新乐三路22号嘉泰工业园
工艺简介
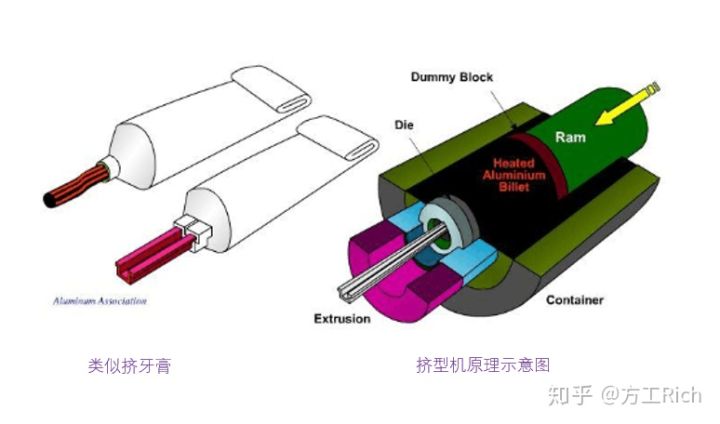
将铝棒(或铜)加热到再结晶温度以上进行挤压,迫使金属产生定向变形,从模具的模孔中挤出,再经矫直等工艺获得制品的方法。

挤出的原理,有点类似挤牙膏。
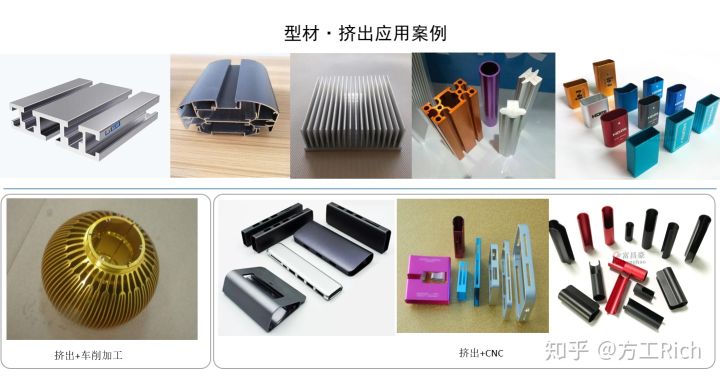
家里铝合金门窗的边框,工厂内一些设备框体都是型材挤出的。型材挤出后获得的是统一截面的拉伸体,当然,要获得最终制品,一般还需要后续的加工作业。下图展示了一些典型的型材挤出应用案例。
机型机台配合不同的模具,可以生产不同截面形状的制品,要获得优良制品,截面的设计和模具结构是关键。下图展示的是挤型模具的结构。
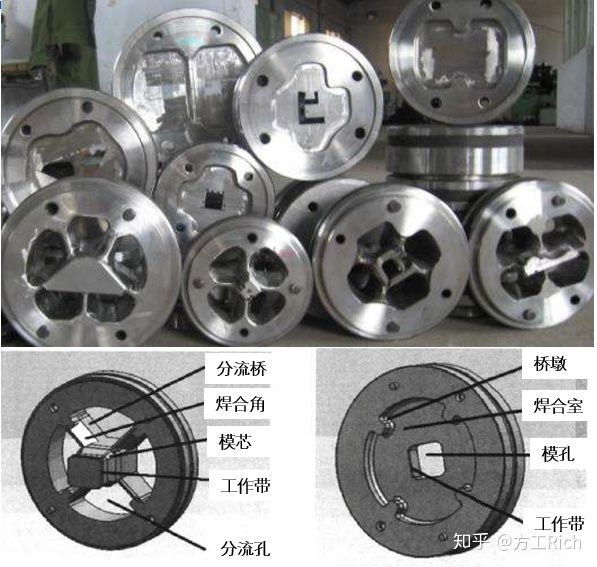
值得注意的是,由于模芯需要固定,模具结构中不可避免的存在分流桥结构,当铝流(或其他挤型金属流)流通过分流桥后,会在母模的存料室中熔合,分流桥部位的铝流会因较慢熔合形成合模线。这些合模线在素材上有时不太明显,当制品做表面处理后(如阳极氧化)会放大,有时会明显可见。如对外观要求高的产品,在开模时需要考虑这个因素。
压铸适用材料:铸铁,铸铜,铝合金,锌合金,镁合金
原理:利用高压将液态金属压入模具内,经过结晶、冷却后获得制品的方法。

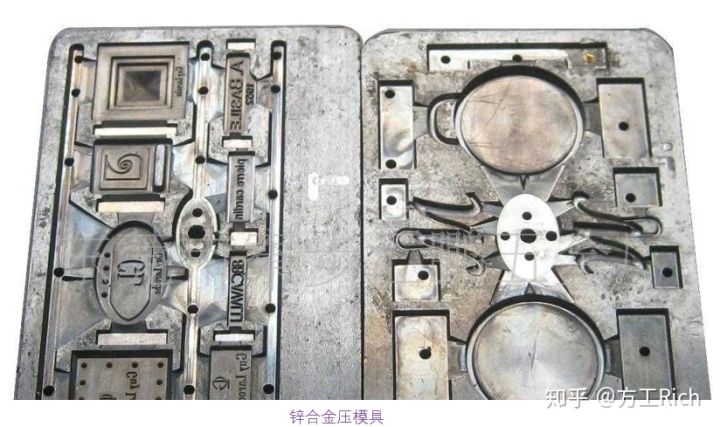
压铸工序需要经过原材料熔炼,压铸成型,去渣料,和表面处理等工艺。压铸由于是高温液态金属进入到模具型腔中固化成型,先进入模具型腔中的金属液体容易与空气中的氧发生氧化反应而影响产品品质,因此压铸模具都会设计渣包来储存这些被氧化的渣料。
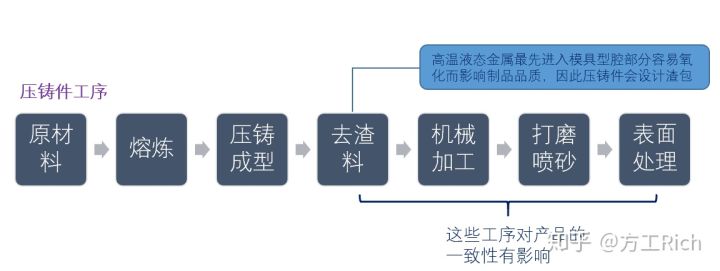

上图可以看到,水口和渣包要占据相当大一部分。压铸件出模后,还需要经过去水口、渣包工艺,通常还需要视产品要求对表面进行打磨,抛光,喷砂和机械加工,最后还需要进行表面处理。而去水口,渣料,和打磨部分会对产品的一致性会有些影响,对于产品外观和尺寸要求很高的产品需要注意。
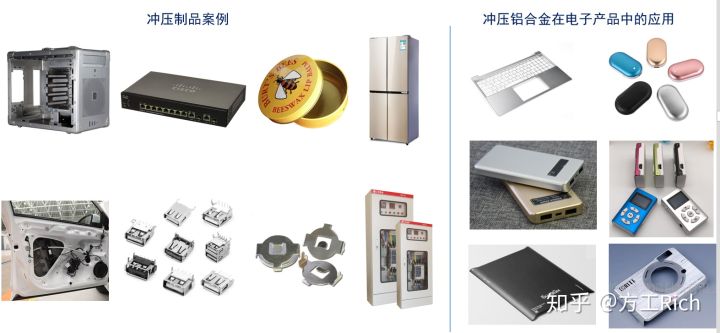
善于观察的看官们,可以对照上述压铸的工艺特点来找找生活中常见的压铸件制品。下图是我找的一些案例,供参考。

冲压工艺适用范围:薄壁金属板材(钣金)成型。
原理:利用冲床或油压机的压力,配合模具将板料进行剪切、变形、折弯等工艺来获得制品的方法。
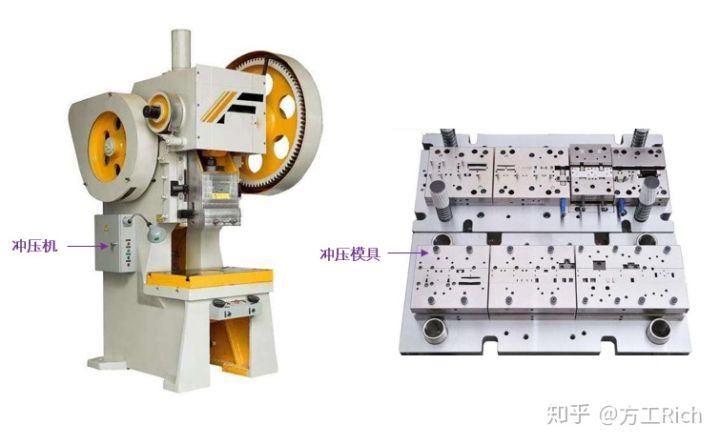
冲压模具的种类丰富,根据冲压的工艺特点分为剪切模、折弯模、成型模、铆合模等等。一个冲压制品可能是由多副模具完成加工的,每副模具完成一个或几个独立的特征加工,每副需要一台冲压机床。这种模具教科书里叫级进模,台湾工厂也叫工站模。也可以将所有工序集中在一套模具内完成,这种模具叫连续模。连续模需要更大吨位的机台,模具造价也高,但是生产效率高。

拉深模是一种特殊的冲压模,可以将一块平板材料拉伸成杯状体。材料选择也需要选择适合深抽的材料,拉深深度比较深的话,则不能一次拉深到位,需要进行多次拉深。

CNC是多轴数控加工的简称,配合不同的刀具,几乎可以加工任何形状。
原理:工具工件形状将道路编写成程序,有程序控制机床主轴刀具对工件进行切削加工。
特点:加工范围广,精度高,但加工昂贵。


CNC为切削加工,加工成本于去除材料的体积成正比关系,加工成本高。广泛应用于模具加工,机械设备加工, 和小批量样机制作。在快消产品中常作为挤型/冲压/压铸等模制工序的后处理工序。(前工序模具制造为CNC毛坯,可以大幅减小CNC切削量,因此可以降低CNC成本)
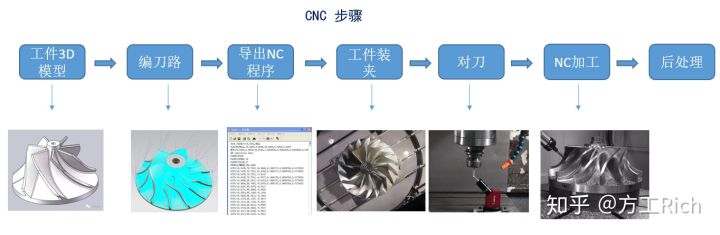
上图说明的是CNC的加工步骤,根据工件的3D模型编刀路,然后导出NC程序到数控机台,再经工件装夹,对刀,使得工件的编程原点和机台加工的原点重合。
CNC编程和加工很讲究经验和技巧,有专业的论坛讨论相关技术问题。曾经公司弄了台精雕机,当时没有人操作。我自学UG编程,学对刀和操机。那两年时间产品结构自己设计,样机也自己加工。塑料外壳分面加工还需要打石膏做支撑,现在回过头想想其实也挺有趣的。做样机时经常会碰到一些清角和清根的问题,加工过程中遇到的一些工艺问题反过来其实也能对结构设计优化带来一些思考。

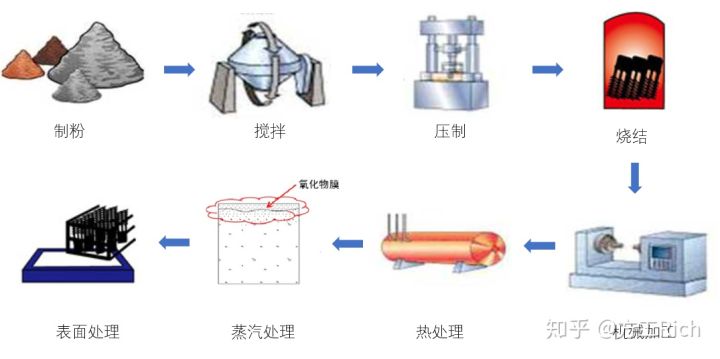
简介: 粉末冶金用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造制品的工艺技术。
与金属铸造/压铸相比,粉末冶金更适合于难熔金属和小尺寸精密结构件。但是成形过程中粉末流动性不如液态金属,因此结构形状有一定限制,制品强度也低于铸件。
粉末冶金压模成本高,一般只适用于大批生产。

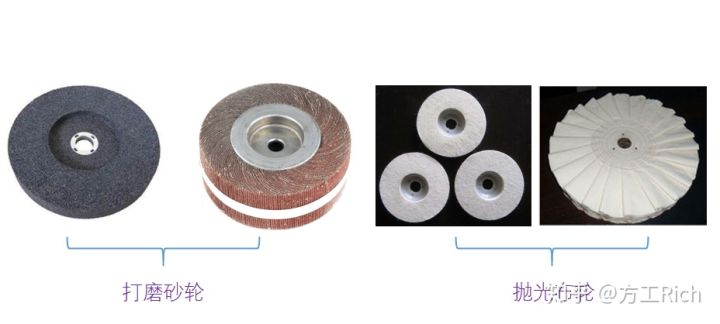
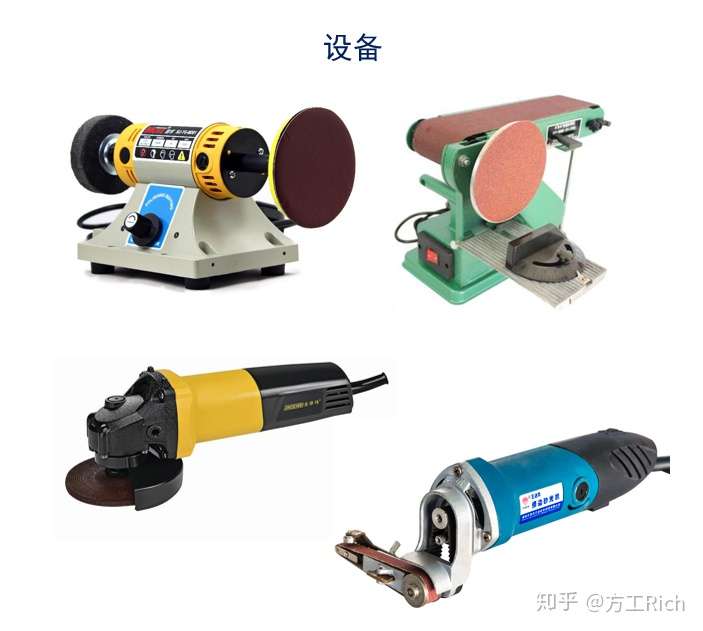
金属制品往往需要进行表面处理,表面处理前需要做一些前置处理。
原理:利用砂轮或布轮在制品表面打磨,去除制品表面的原始加工痕迹或表面缺陷的加工方法。
备注:压铸件出模后表面会有毛刺、颗粒和不均匀的氧化层;挤出加工制品表面也会留下拉丝痕迹。通常压铸制品和挤型制品在做表面处理前需要做打磨和抛光处理。
喷砂机是采用压缩空气为动力,以形成高速喷射束将喷料高速喷射到被需处理工件表面,使工件表面的外表面的机械性能发生变化的一种机器。
产品表面粗糙度,由砂料目数和喷砂时间决定。

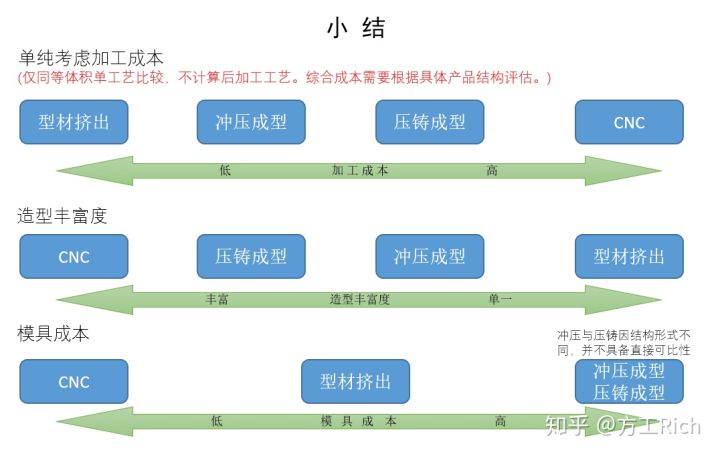
此处做一个小结,从加工成本,造型和结构的丰富程度以及模具成本方便考量做个简单的对比。仅仅作为参考,毕竟具体考量还需要根据具体的结构和工艺而定。
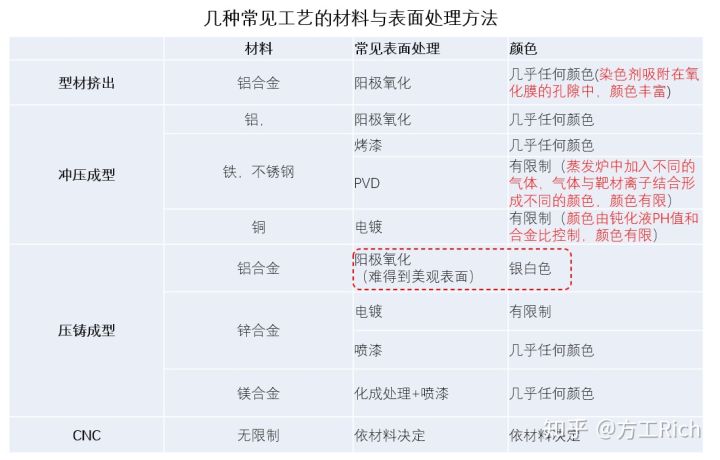
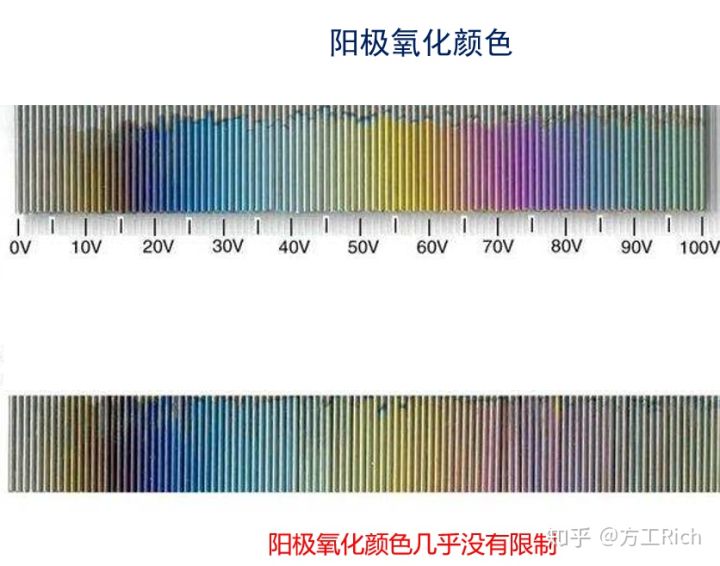
请注意上图红色字体。上图红色虚线框说明的是压铸铝合金,因材料流动性需要,材料中含有硅,不能氧化上色。采用脱硅氧化,氧化膜也会发暗,有黑点,光泽性不好。因此,压铸铝合金极少用在外观要求高的场合。
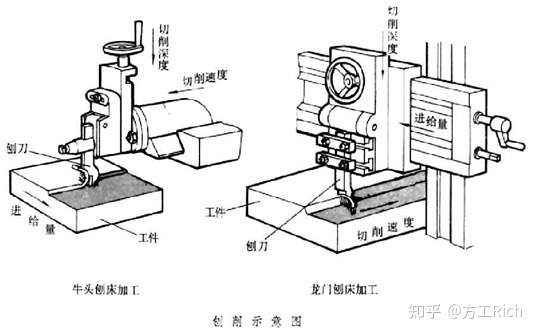
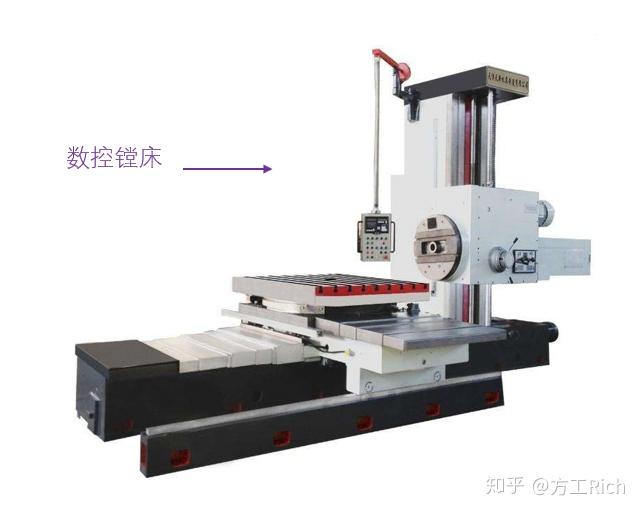
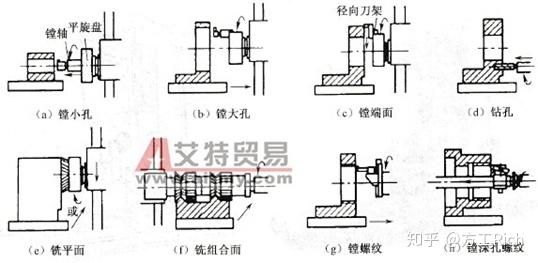
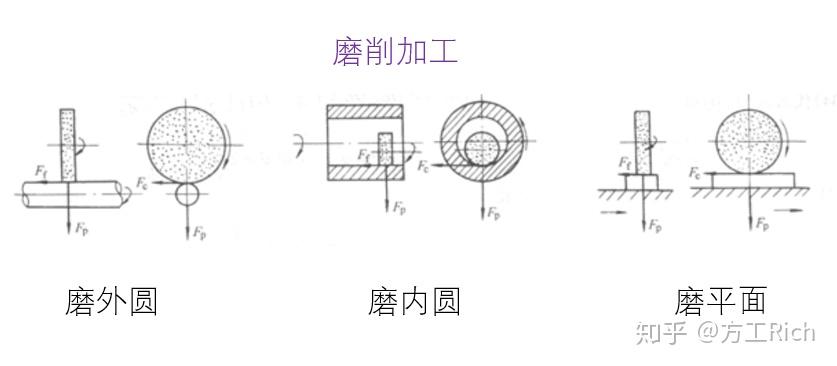
以下对传统机加工以图片的形式做下简单介绍,传统机加工包含车、钻、铣、刨、镗、磨等工艺,经过数百年的发展,至今在生产加工中仍占据很大比例。
特征:回转体加工

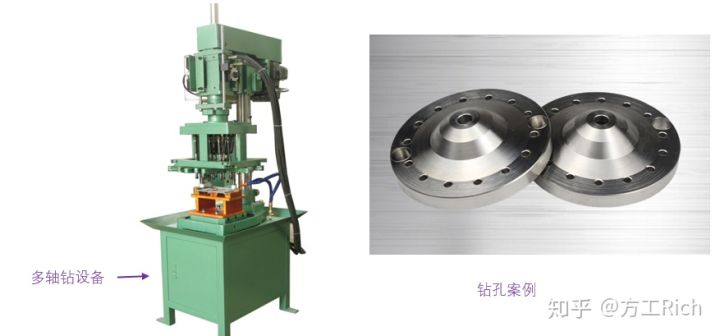
特征:钻孔加工,多轴钻床可用于攻牙(内螺纹加工)
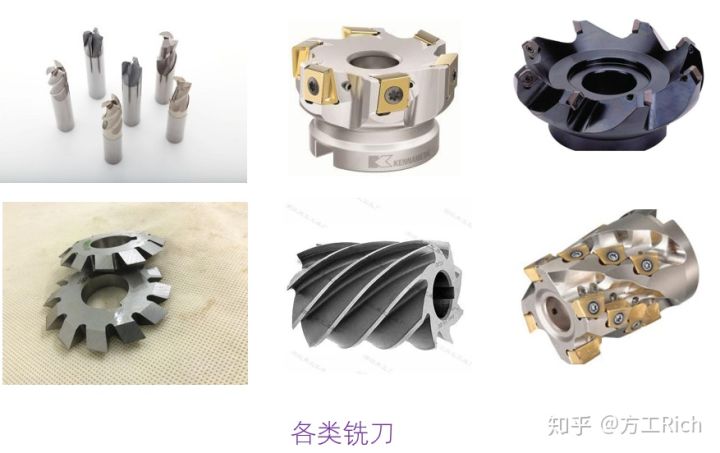
特征:主要用于面加工。可装夹各类铣刀,适合平面粗加工/精加工,也可加工沟槽和曲面。

特征:用于平面、沟槽粗加工。
加工精度低、生产效率低,除铣床无法加工的大型工件外,基本已被铣床和CNC取代。
特征:于对已有的预制孔进行精加工,或加工内孔沟槽。 加工精度和表面质量高于钻床 。
特征:利用砂轮等磨具对工件表面进行磨削加工,活得高质量的表面。

文末,在附上金属常见的几种表面处理方式简介。
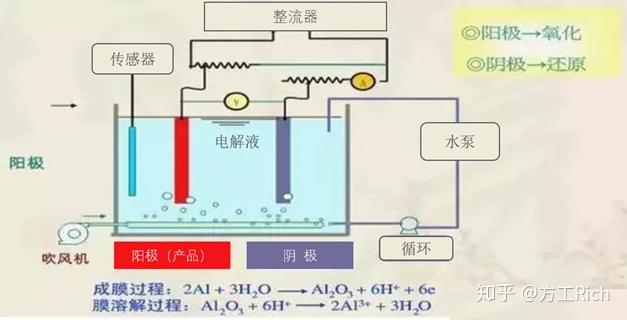
对象:铝及其合金。
原理:在电解液(通常为硫酸液)和特定的工艺条件下,将铝制品作为阳极,在外加电流的作用下在铝制品上形成一层氧化膜的工艺。
着色:染色剂着色
膜厚:5μm~30μm。
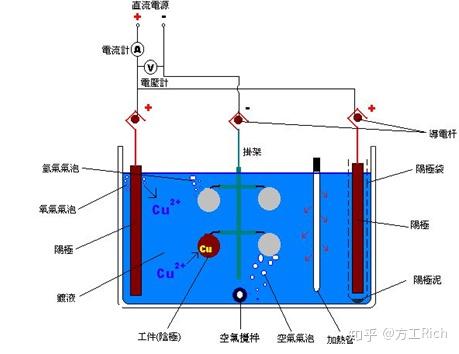
对象:铁、锌、铜等及其合金。
原理:利用点解原理在某些金属上镀上一层其他金属或合金的过程。工件作为阴极放入电镀槽中,电镀槽中的金属离子在电场的作用下经电极反应还原成金属原子在阴极工件上沉积形成电镀层。
着色:由电镀液的PH值和金属离子共同作用决定。

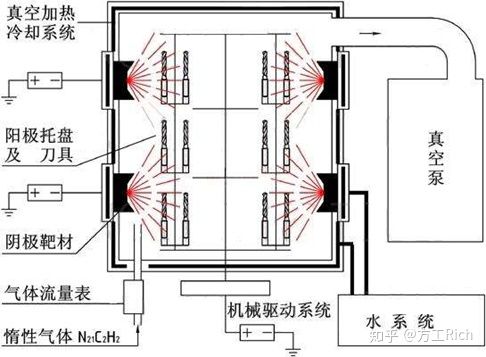
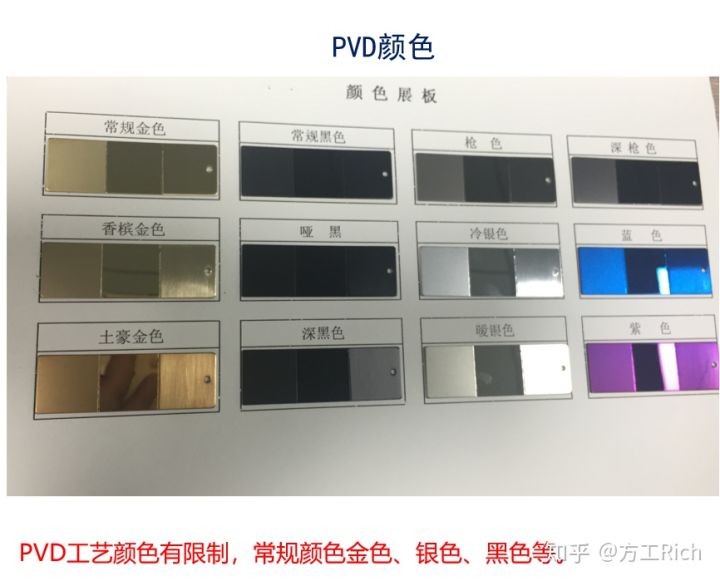
表面处理.PVD(真空镀)
对象:硬质金属及其合金。(对于锌合金、铜等压铸件需要先化学镀铬后才能做PVD。)
原理:将惰性气体或反应气体电离成离子,在电场的作用下轰击靶材(电镀消耗的材料),靶材溅射出来的原子或分子在电场的加速下沉积在工件表面而形成电镀层。(镀层具有高硬度,高耐磨性)
着色:气体与靶材离子作用,共同决定。
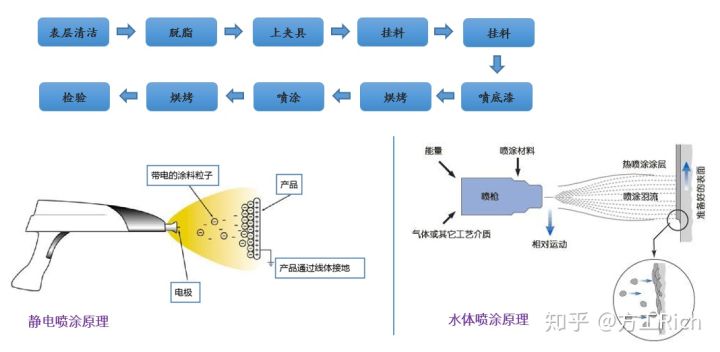
对象:金属或塑料。
原理:利用压力或静电力将油漆或粉末附着在工件表面,并经过烘烤后在工件表面形成防腐蚀的装饰层。
着色:涂料颜色。


惠州市兴金泰工艺制品有限公司
电话:0752-5706551
业务经理: 王先生 15986991858 资深业务员:丁小姐 13829948951
资深业务员:袁小姐 13437699811 资深业务员:王先生 13829948203
传真:0752-5706552 邮箱:franky@kingtaicrafts.com
地址:惠州市惠城区马安镇新乐工业区新乐三路22号嘉泰工业园
微信二维码 |
手机网站二维码 |